

ریخته گری استاتیک یا ریخته گری در قالب ایستا یکی از پایهایترین و در عین حال پراستفادهترین روشهای شکلدهی فلزات است که از گذشته تا به امروز، جایگاه خود را در صنعت حفظ کرده است. این روش با وجود سادگی ظاهری، در عمل نیازمند دانش دقیق مهندسی، طراحی اصولی و کنترل دقیق بر پارامترهای متالورژیکی است. در این روش، فلز مذاب پس از آمادهسازی دقیق، بدون اعمال نیروی مکانیکی یا گریز از مرکز، به صورت ایستا وارد قالب میشود و شکل نهایی قطعه را با سرد شدن و انجماد به خود میگیرد.
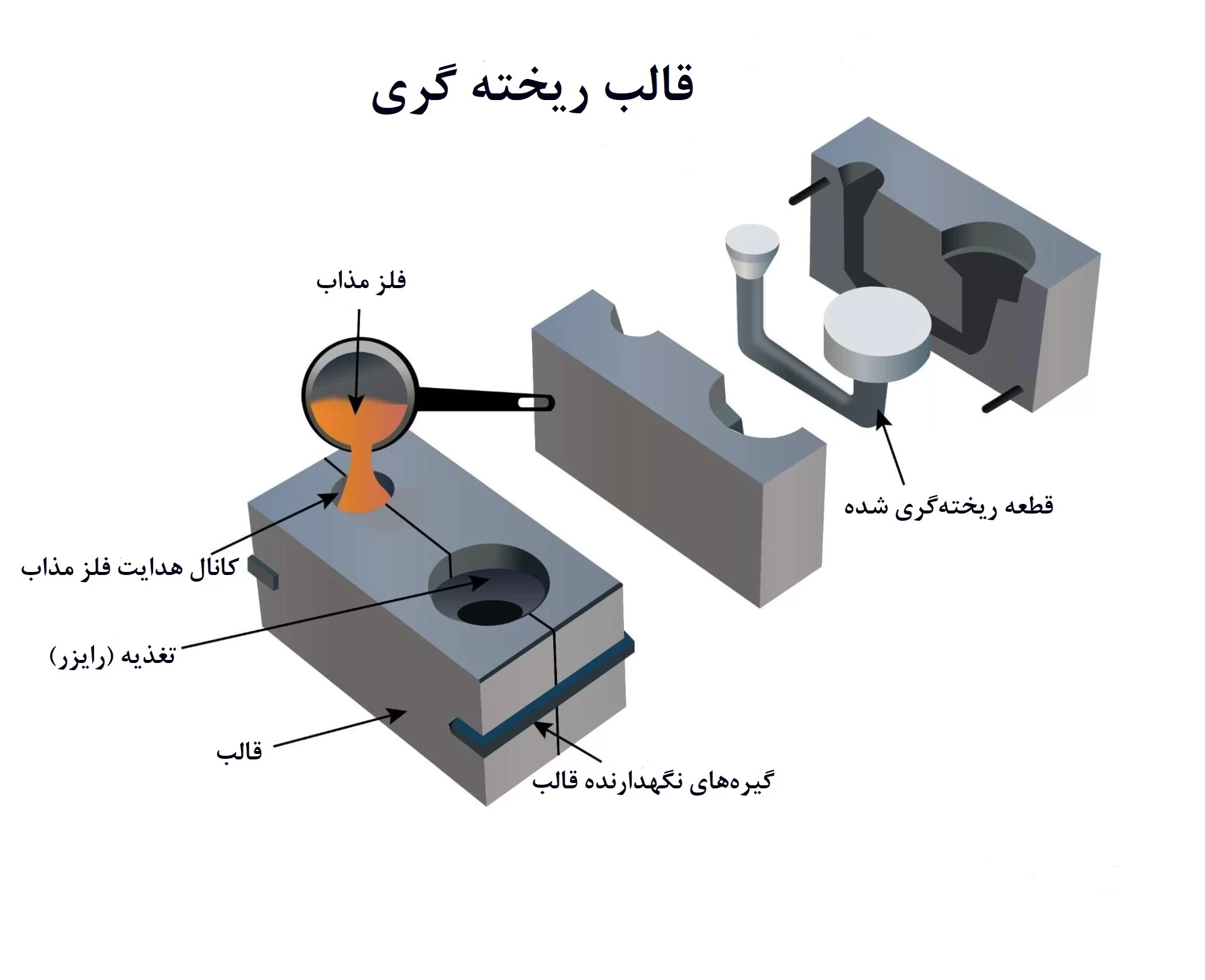
در فرآیند ریخته گری استاتیک، قطعه بهوسیله یک قالب – معمولاً از جنس ماسه، گچ، یا فلز – شکل داده میشود. قالب ممکن است یکبار مصرف یا دائمی باشد. مدلسازی دقیق قطعه، آمادهسازی سیستم راهگاهی برای هدایت صحیح مذاب، طراحی تغذیه برای جبران انقباض حجمی در حین سرد شدن، همه و همه از مراحل حیاتی این روش محسوب میشوند.
در این فرآیند برخلاف روشهایی مانند ریخته گری تحت فشار (Die Casting) یا ریخته گری سانتریفیوژ که نیروهای خارجی برای توزیع مذاب استفاده میشود، تنها نیروی جاذبه زمین نقش دارد. بنابراین، کنترل ویژگیهای سیالیت مذاب، دمای قالب و طراحی هندسه راهگاهها، اهمیت بیشتری نسبت به سایر روشها دارد.
در صورتی که تمایل دارید با روش ریخته گری سانتریفیوژ نیز آشنا شوید و تفاوتهای آن را با ریخته گری استاتیک مقایسه کنید، پیشنهاد میکنیم به صفحه اختصاصی ما درباره ریخته گری سانتریفیوژ مراجعه فرمایید. در آن صفحه، اطلاعات بسیار مفصل و فنی در مورد این روش پیشرفته ارائه شده که میتواند به تصمیمگیری بهتر شما کمک کند.
در بسیاری از روشهای نوین ریخته گری مانند سانتریفیوژ یا ریخته گری پیوسته، هدف افزایش راندمان تولید، بهبود خواص مکانیکی یا تولید انبوه قطعات خاص است. اما ریخته گری استاتیک با وجود سابقه طولانی، به دلایل زیر همچنان در صنعت جایگاه ویژهای دارد:
قابلیت ساخت قطعات بسیار خاص و پیچیده
مناسب برای قطعات با تیراژ پایین یا کاملاً سفارشی
امکان کنترل دقیق بر ترکیب شیمیایی و ساختار درونی قطعه
انعطاف در مدلسازی برای هندسههای خاص
امکان استفاده برای آلیاژهایی که فرآیندپذیری سختی دارند (مانند برخی آلیاژهای برنز یا آلومینیوم)
در صنایع سنگین، نفت و گاز، پتروشیمی، صنایع ماشینسازی و تولید تجهیزات صنعتی خاص، بسیاری از قطعات نیازمند دقت بالا، مقاومت مکانیکی و حرارتی خاص، و تطابق دقیق با نقشه و شرایط کارکردی هستند. در چنین شرایطی، روش ریخته گری استاتیک بهترین گزینه ممکن است.
در شرکت ما، با تکیه بر دانش فنی، تیم متخصص و تجهیزات کامل، قطعاتی با آلیاژهای پایه مس (برنز، برنج، مس قلعدار، مس سربدار و…) و همچنین آلیاژهای آلومینیوم تولید میکنیم که همگی بر اساس نقشه و نیاز دقیق مشتری طراحی میشوند.
تمامی این فرآیندها از لحظه دریافت سفارش، شامل:
بررسی نقشه یا نمونه فیزیکی (در صورت وجود)
مدلسازی و طراحی قالب
آمادهسازی مواد اولیه و آنالیز کوانتومتری دقیق
ساخت قالب و فرآیند ریخته گری
کنترل کیفیت نهایی (آنالیز مجدد، تستهای خواص مکانیکی در صورت نیاز)
تحویل نهایی قطعه به مشتری
با نهایت دقت و تحت نظارت مستقیم تیم مهندسی و کنترل کیفیت انجام میگیرد.
اگر شما جزو خریدارانی هستید که به دنبال ساخت قطعهای خاص، محدود و با ویژگیهای فنی منحصر به فرد هستید، یا اگر نقشهای از قطعه در اختیار دارید و نیاز به تولید آن با خواص دقیق متالورژیکی دارید، روش ریخته گری استاتیک یکی از بهترین گزینههای ممکن است. در صورتی که فقط نمونهای فیزیکی از قطعه دارید، تیم مهندسی معکوس ما با استفاده از دستگاههای آنالیز شیمیایی، نقشهبرداری دقیق و مدلسازی، میتواند صفر تا صد فرآیند تولید را برای شما انجام دهد.

ریخته گری استاتیک برخلاف ظاهر سادهاش، فرآیندی چند مرحلهای و دقیق است که هر گام آن بر کیفیت، خواص مکانیکی و عملکرد نهایی قطعه تأثیر مستقیم دارد. در مجموعه ما، این مراحل با استفاده از دانش فنی، تجهیزات کامل و تیمهای متخصص اجرا میشوند تا اطمینان حاصل شود که هر قطعه دقیقاً مطابق با نیاز و انتظار مشتری ساخته شده است.
هر پروژه ریخته گری استاتیک با دریافت اطلاعات اولیه از مشتری آغاز میشود. این اطلاعات میتواند شامل نقشه فنی، مدل سهبعدی، نمونه فیزیکی یا صرفاً یک قطعه قدیمی برای مهندسی معکوس باشد.
در صورتی که مشتری فقط نمونه فیزیکی در اختیار داشته باشد، تیم ما فرآیند مهندسی معکوس را آغاز میکند که شامل:
برداشت ابعاد دقیق با ابزارهای اندازهگیری
تهیه نقشه دوبعدی و سهبعدی
تعیین آلیاژ از طریق آنالیز کوانتومتری
میباشد. در این مرحله، هدف اصلی ما درک دقیق خواستههای مشتری، محدودیتها و شرایط عملکرد قطعه است.
پس از تأیید مشخصات فنی قطعه، تیم مدلسازی اقدام به طراحی مدل اولیه قطعه مینماید. این مدل ممکن است:
به صورت مدل چوبی یا رزینی سنتی ساخته شود
یا به صورت سهبعدی و CNCشده با دقت بالا آماده گردد
سپس قالب ماسهای یا دائمی بر اساس این مدل ساخته میشود. قالبها معمولاً از ماسه رزینی یا ماسه سبز تهیه میشوند که ویژگیهای خاصی مثل مقاومت حرارتی، قابلیت جدایش آسان و حفظ دقت ابعادی دارند.
در این مرحله مواد اولیه فلزی (شمشها یا ضایعات تمیز) بر اساس نوع آلیاژ مورد نیاز (برنز، برنج، آلومینیوم و…) در کوره القایی ذوب میشوند.
نکته مهم:
در شرکت ما، هر ذوب قبل از ریخته گری بهطور کامل توسط آزمایشگاه آنالیز کوانتومتری میشود تا اطمینان حاصل شود که ترکیب شیمیایی دقیقاً مطابق با استاندارد خواستهشده توسط مشتری است. این موضوع در افزایش اعتماد مشتری و اطمینان از عملکرد قطعه در شرایط کاری واقعی نقش کلیدی دارد.
فلز مذاب با دمای مشخص و با رعایت اصول مهندسی از طریق سیستم راهگاهی وارد قالب میشود. در این مرحله عوامل زیادی باید کنترل شوند:
دمای مناسب مذاب برای جلوگیری از عیوب سرد جوشی یا انقباضی
سرعت و نحوه پر شدن قالب برای جلوگیری از حبس هوا یا ایجاد تلاطم
طراحی دقیق تغذیهها برای جلوگیری از مکها و کرنشهای انقباضی
در ریخته گری استاتیک، به دلیل عدم اعمال نیروی مکانیکی یا چرخشی، جریان سیال کاملاً تابع گرانش است؛ بنابراین دقت در طراحی سیستم ریخته گری از اهمیت حیاتی برخوردار است.
پس از اتمام پر شدن قالب، مذاب درون آن به آرامی سرد شده و به تدریج جامد میشود. سرعت سرد شدن در این روش نسبتاً پایین است و این موضوع اجازه میدهد ساختار درونی قطعه (دانهبندی و انجماد) به خوبی شکل بگیرد.
پس از انجماد کامل، قطعه از قالب جدا میشود. در قالبهای ماسهای، قالب به صورت یکبار مصرف استفاده شده و پس از اتمام، تخریب و قطعه استخراج میشود.
قطعه خام پس از استخراج از قالب وارد مرحله پرداخت اولیه و ماشینکاری میشود. در این مرحله:
اضافات راهگاه، تغذیه و زوائد برش داده میشوند
سطح قطعه پرداخت یا سندبلاست میشود
در صورت نیاز به دقت ابعادی بالا، ماشینکاریهای دقیق انجام میشود
این مرحله نقش زیادی در آمادهسازی قطعه برای استفاده نهایی یا مونتاژ دارد.
تمامی قطعات ریخته گری شده در مجموعه ما پس از عملیات نهایی، تحت نظارت دقیق واحد کنترل کیفیت قرار میگیرند. این کنترل ممکن است شامل موارد زیر می باشد:
بررسی ابعادی با ابزارهای دقیق
بررسی سطح و کیفیت ظاهری
آنالیز مجدد شیمیایی
در صورت درخواست مشتری: انجام تستهای مکانیکی، تست PT، UT، سختیسنجی و…
هدف نهایی، تحویل قطعهای است که از هر نظر مطابق با نیاز، استاندارد و انتظار مشتری باشد.

با وجود پیشرفت روشهای مدرنتری مانند ریخته گری سانتریفیوژ، ریخته گری دقیق، یا ریخته گری تحت فشار، روش ریخته گری استاتیک به دلیل ویژگیها و مزایای خاص خود، همچنان جایگاه بسیار مهمی در صنعت دارد. این روش نه تنها به دلیل سادگی و اقتصادی بودن، بلکه به خاطر قابلیت سفارشیسازی بالا، تنوع در آلیاژها، و امکان ساخت قطعات پیچیده و خاص، انتخاب بسیاری از مهندسان و خریداران قطعات صنعتی است.
در ادامه، به تفصیل مزایای این روش را شرح میدهیم:
یکی از بزرگترین مزایای ریخته گری استاتیک، قابلیت انعطاف بالا در طراحی و تولید قطعات است. برخلاف روشهایی مانند ریخته گری سانتریفیوژ که عمدتاً برای قطعات استوانهای و متقارن مناسب هستند، ریخته گری استاتیک این امکان را میدهد که قطعات با هندسههای نامتقارن، پرهدار، ترکیبی، سوراخدار یا حتی کاملاً سفارشی تولید شوند.
در شرکت ما، بسیاری از مشتریان با نقشههای خاص یا قطعاتی که تولیدشان با روشهای دیگر ممکن نیست به ما مراجعه میکنند، و ما با تکیه بر توانمندی این روش، آنها را دقیقاً مطابق نیازشان تولید میکنیم.
در بسیاری از پروژهها که تیراژ تولید پایین است و ساخت قالبهای دائمی یا تجهیزات گرانقیمت توجیه اقتصادی ندارد، ریخته گری استاتیک بهترین گزینه است. هزینه مدلسازی و قالبسازی پایینتر، انعطافپذیری در تغییر طراحی و عدم نیاز به تجهیزات پیچیده باعث میشود که این روش برای سفارشهای محدود و متنوع بسیار مناسب باشد.
ریخته گری استاتیک این مزیت را دارد که تقریباً برای هر نوع آلیاژی قابل استفاده است. در مجموعه ما، این روش برای آلیاژهای مس، برنز، برنج و همچنین آلومینیوم بهکار میرود. این موضوع برای مشتریانی که به دنبال ویژگیهای خاص مانند مقاومت به خوردگی، رسانایی بالا، مقاومت سایشی یا استحکام حرارتی هستند بسیار حائز اهمیت است.
هر آلیاژ ویژگیها، خواص مکانیکی و رفتاری متفاوتی در فرآیند انجماد دارد و ریخته گری استاتیک این انعطاف را دارد که متناسب با آن شرایط، تنظیم و اجرا شود.
در مجموعه ما، آنالیز کوانتومتری پیش از ریخته گری بهصورت الزامی انجام میشود تا ترکیب شیمیایی دقیقاً منطبق با استاندارد یا نیاز مشتری باشد. این کنترل دقیق در کنار انجماد آهسته و یکنواخت، موجب میشود که قطعه نهایی از نظر ساختار متالورژیکی و خواص مکانیکی در وضعیت بهینه قرار گیرد.
یکی دیگر از مزایای مهم ریخته گری استاتیک، امکان بازتولید قطعات قدیمی یا کمیاب است. در مواردی که قطعه اصلی دیگر در دسترس نیست، با استفاده از مهندسی معکوس، آنالیز ترکیب فلزی، تهیه نقشه و ساخت قالب، میتوان قطعه را بهصورت دقیق بازسازی کرد. این امکان بهویژه در صنایع نفت، گاز، معادن، ماشینآلات قدیمی و تجهیزات خاص بسیار ارزشمند است.
در صورتی که طراحی قالب و مدلسازی به درستی انجام شود، قطعه نهایی دارای کیفیت سطحی مناسب و دقت ابعادی خوبی خواهد بود. همچنین با اعمال عملیات ماشینکاری نهایی، میتوان به تلرانسهای دقیق مهندسی نیز دست یافت.
برخلاف برخی روشهای پیشرفته ریخته گری، این روش نیازی به ماشینآلات گرانقیمت یا فضای صنعتی بزرگ ندارد. با این حال، در مجموعه ما تمامی تجهیزات لازم برای اجرای حرفهای این روش در دسترس است، از جمله:
تجهیزات کامل قالبگیری ماسهای
سیستمهای طراحی و مدلسازی پیشرفته
کورههای القایی با ظرفیتهای متنوع
آزمایشگاه کوانتومتری و کنترل کیفیت
ابزار دقیق ماشینکاری و پرداخت نهایی
از قطعات چند صد گرمی تا قطعات سنگین چند ده کیلویی، همگی با روش ریخته گری استاتیک قابل تولید هستند. این موضوع باعث میشود این روش در بازه وسیعی از نیازهای صنعتی کاربرد داشته باشد.
در مجموع، ریخته گری استاتیک ترکیبی از سادگی، دقت، انعطافپذیری و صرفه اقتصادی را در اختیار شما قرار میدهد. برای خریدارانی که کیفیت، تطابق دقیق با نقشه و تضمین ترکیب شیمیایی برایشان مهم است، این روش همچنان یک گزینه مطمئن و حرفهای به حساب میآید.

همانطور که پیشتر گفتیم، ریخته گری استاتیک به دلیل انعطافپذیری بالا و هزینههای منطقی، همچنان یکی از روشهای محبوب در تولید قطعات خاص فلزی است. اما برای آنکه تصمیمی آگاهانه گرفته شود، لازم است به محدودیتهای فنی، ساختاری و کاربردی این روش نیز توجه شود. دانستن این موارد، به مشتریان کمک میکند تا در صورت نیاز، روشهای جایگزین را نیز بررسی کنند یا در طراحی سفارش خود، اصلاحات لازم را اعمال نمایند.
ریخته گری استاتیک ذاتاً یک روش تولید غیربازده برای تیراژ بالا محسوب میشود. بهدلیل استفاده از قالبهای ماسهای یکبار مصرف یا فرآیندهای دستی در قالبگیری و مدلسازی، این روش برای تولیدات انبوه و سریسازیهای بزرگ مناسب نیست. زمان آمادهسازی قالب، ریخته گری، سرد شدن و پرداخت نهایی برای هر قطعه نسبتاً طولانی است.
ذر نتیجه:
این روش بیشتر برای تولید قطعات سفارشی، خاص، جایگزین یا تیراژ پایین مناسب است و نه تولیدات انبوه صنعتی.
در ریخته گری استاتیک، مذاب تنها تحت نیروی گرانش وارد قالب میشود. در نبود فشار یا نیروی گریز از مرکز، توزیع مذاب یکنواخت نیست و این موضوع ممکن است باعث بروز برخی عیوب شود، مانند:
حفرههای انقباضی (shrinkage cavities)
مکها و تخلخلهای گازی (gas porosity)
عیوب سردجوشی یا عدم پر شدن کامل قالب
با این حال، این عیوب قابل کنترل هستند و در مجموعه ما با طراحی دقیق راهگاه، تغذیه، کنترل دمای مذاب و تکنیکهای قالبگیری مناسب، این موارد به حداقل میرسد.
یکی از نقاط ضعف روش ریخته گری استاتیک در مقایسه با روشهایی مانند ریخته گری دقیق (Investment Casting) یا Die Casting، محدودیت در رسیدن به دقتهای ابعادی بسیار بالا است.
هرچند میتوان با ماشینکاری ثانویه، دقت نهایی را اصلاح کرد، اما در مرحله اولیه، تلورانس ابعادی قطعه ممکن است نیازمند اصلاح باشد. بنابراین این روش بیشتر برای قطعاتی مناسب است که یا ابعاد آنها دارای تلورانسهای بازتر است یا ماشینکاری بخشی از فرآیند نهایی آنها خواهد بود.
بر خلاف روشهای خودکار و مکانیزه، بسیاری از مراحل ریخته گری استاتیک (بهویژه در قالبگیری ماسهای) نیازمند تجربه، مهارت و دقت اپراتور انسانی هستند. این موضوع میتواند باعث وابستگی به نیروی انسانی ماهر شود و در صورت بیدقتی، بر کیفیت نهایی تأثیر منفی بگذارد.
در مجموعه ما با آموزش مداوم نیروی کار و استانداردسازی فرآیندها، این ریسکها بهطور کامل کنترل شدهاند، اما در مجموع یکی از محدودیتهای ذاتی این روش محسوب میشود.
فرآیند قالبگیری، ریخته گری، خنککاری و استخراج قطعه در روش استاتیک نسبتاً زمانبر است. همچنین به دلیل انجماد آهسته، قطعات نیازمند زمان بیشتری برای خنک شدن هستند که این موضوع مصرف انرژی را افزایش میدهد و زمان تحویل را نیز ممکن است تحت تأثیر قرار دهد.
البته در مقابل، این سرد شدن آهسته کمک میکند ساختار دانهای قطعه بهبود یابد و از نظر خواص مکانیکی، در سطح مطلوبی قرار بگیرد.
در اغلب موارد، قطعاتی که با روش استاتیک تولید میشوند، پس از خروج از قالب نیاز به عملیاتهایی مثل برش راهگاهها، سنگزنی، سندبلاست، و ماشینکاری نهایی دارند. این مراحل نهتنها به زمان و هزینه اضافه نیاز دارند، بلکه ممکن است در صورت عدم دقت، منجر به خطاهای ابعادی شوند.
در مجموعه ما، تمامی این مراحل توسط نیروهای متخصص و با دستگاههای دقیق انجام میشوند تا این چالشها به حداقل برسند.
ریخته گری استاتیک در ظاهر یک روش سنتی بهنظر میرسد، اما در عمل، یک ابزار قدرتمند در دست صنعتگران حرفهای است؛ بهویژه وقتی با فناوریهای مدرن مدلسازی، کنترل کیفیت دقیق و مهندسی معکوس ترکیب شود.
در مجموعه ما، با بهرهگیری از این روش و در کنار آن استفاده از آنالیزهای کوانتومتری، طراحی دقیق و تیمی متخصص، قادر هستیم قطعاتی خاص، دقیق، و با کیفیت بالا تولید کنیم که کاملاً پاسخگوی نیاز مشتری باشند.
اگر شما هم به دنبال ساخت قطعهای خاص، با آلیاژ مشخص و دقت بالا هستید، یا اگر فقط نمونهای قدیمی در دست دارید و به دنبال تولید دوباره آن هستید، ریخته گری استاتیک میتواند راهحل شما باشد.
اگر همچنان در حال بررسی گزینههای مختلف ریخته گری هستید، توصیه میکنیم حتماً به صفحه ریخته گری سانتریفیوژ ما نیز سر بزنید. در آنجا بهصورت کامل درباره مزایا، تفاوتها و کاربردهای ریخته گری گریز از مرکز توضیح دادهایم که مقایسهای مفید برای شما خواهد بود.