

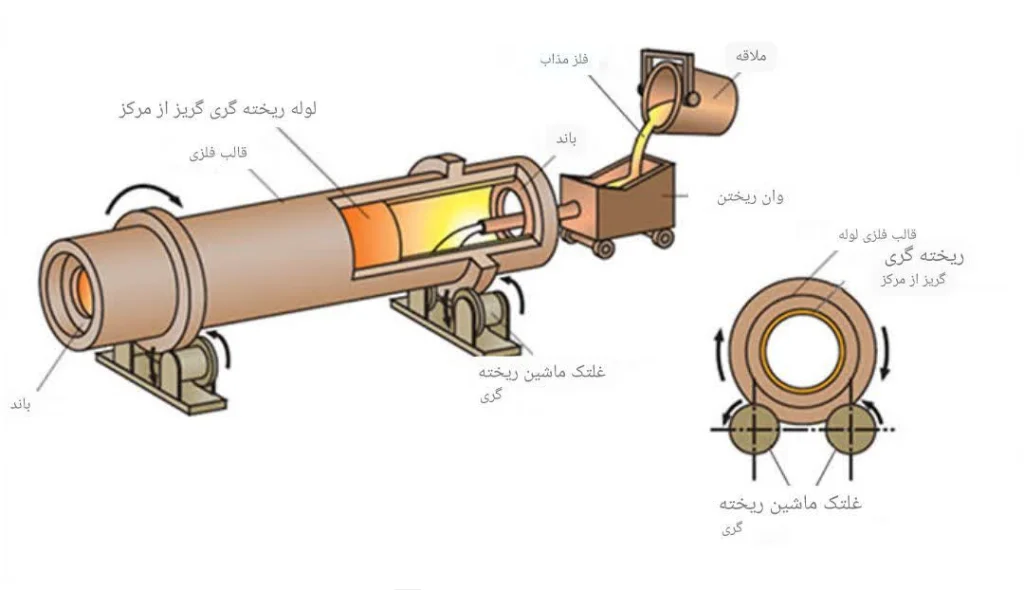
ریخته گری سانتریفیوژ (Centrifugal Casting) یا ریخته گری گریز از مرکز، یکی از روشهای پیشرفته و پرکاربرد ریخته گری است که در آن از نیروی گریز از مرکز برای شکلدهی به فلزات استفاده میشود. در این فرآیند، فلز مذاب به داخل یک قالب در حال چرخش ریخته میشود و نیروی گریز از مرکز، فلز را به سمت دیوارههای قالب هدایت میکند و باعث شکلگیری نهایی قطعه میشود. به عبارت دیگر، حرکت چرخشی قالب نقش اصلی را در تشکیل قطعه بر عهده دارد و برخلاف روشهای سنتی که فلز تنها با نیروی جاذبه وارد قالب میشود، در این روش، نیروی گریز از مرکز به ایجاد فشاری مضاعف برای پر کردن قالب کمک میکند.
این فرآیند بهویژه برای تولید قطعاتی که دارای تقارن محوری هستند بسیار مناسب است. قطعاتی مانند لولهها، بوشها، سیلندرها، رینگها و چرخها که دارای شکلهای گرد و توخالی هستند، با این روش بهخوبی تولید میشوند. در روش ریخته گری سانتریفیوژ، میتوان به دقت بسیار بالایی در ابعاد دست یافت و سطح قطعات تولیدشده نیز عموماً صاف و بدون نیاز به ماشینکاریهای زیاد است.
در فرآیند ریخته گری سانتریفیوژ، سرعت چرخش قالب اهمیت زیادی دارد. این سرعت باید به گونهای تنظیم شود که نیروی گریز از مرکز کافی برای فشردن فلز مذاب به دیوارهها ایجاد کند و در عین حال از بیرون ریختن فلز جلوگیری شود. سرعت چرخش، بسته به نوع فلز، شکل قالب و ضخامت قطعه تنظیم میشود و یکی از پارامترهای اساسی در موفقیت فرآیند است.
یکی از ویژگیهای مهم این فرآیند این است که ناخالصیها و گازهای حلشده در فلز مذاب به سمت مرکز قطعه هدایت میشوند و به همین دلیل، کیفیت دیوارههای خارجی قطعه بسیار بالا خواهد بود. این ویژگی باعث شده که قطعات تولیدشده با ریخته گری سانتریفیوژ در بسیاری از موارد دارای خواص مکانیکی بهتری نسبت به روشهای سنتی و استاتیک باشند.
مراحل ریخته گری سانتریفیوژ شامل چند مرحله دقیق و حیاتی است که برای تولید قطعات با کیفیت بالا باید به دقت انجام شود. هر مرحله در این فرآیند نقش خاصی در شکلدهی و کنترل کیفیت قطعات دارد. در ادامه، به توضیح مفصل مراحل ریخته گری سانتریفیوژ میپردازیم.
در اولین مرحله، قالب مورد نیاز برای ریخته گری سانتریفیوژ آماده میشود. قالبها معمولاً از موادی ساخته میشوند که توانایی تحمل دمای بالای فلز مذاب را داشته باشند، مانند فولاد، چدن و یا مواد سرامیکی مقاوم به حرارت. در بسیاری از موارد، سطح داخلی قالب با لایهای از مواد نسوز پوشانده میشود تا از چسبیدن فلز به قالب جلوگیری کند و سطح قطعه نهایی صاف و یکنواخت باشد. همچنین، این پوششها میتوانند دوام قالب را افزایش داده و باعث افزایش عمر مفید آن شوند.
قالبها در ریخته گری سانتریفیوژ به طور کلی به صورت استوانهای یا با شکل خاصی طراحی میشوند تا نیروی گریز از مرکز بهخوبی بتواند فلز را در داخل قالب توزیع کند. طراحی قالب بهگونهای انجام میشود که اندازه، شکل و ضخامت دیواره قطعه نهایی مطابق با نیازهای طراحی و مشخصات قطعه باشد.
در این مرحله، قالب در دستگاه مخصوص ریخته گری سانتریفیوژ قرار میگیرد که توانایی چرخاندن قالب با سرعتهای بالا را دارد. دستگاههای سانتریفیوژ دارای سیستمهای پیچیدهای برای تنظیم سرعت چرخش و کنترل حرکت قالب هستند. این سرعتها با توجه به نوع فلز، ضخامت مورد نیاز و نوع قطعه متغیر است و باید به دقت تنظیم شود تا نیروی گریز از مرکز کافی برای فشردن فلز مذاب به دیوارهها فراهم شود.
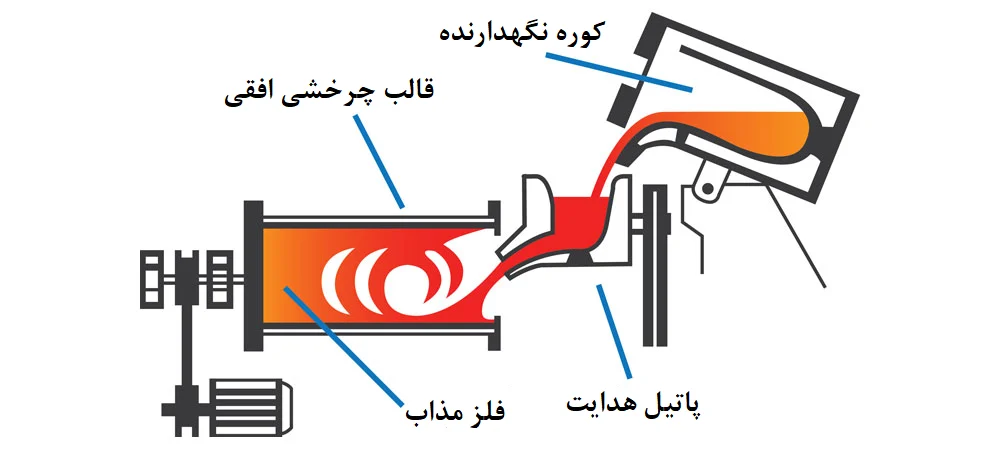
قالب ممکن است در دستگاه چرخشی به صورت افقی یا عمودی قرار گیرد. در بیشتر موارد برای قطعات استوانهای، قالب به صورت افقی چرخانده میشود. اما در برخی از موارد خاص، مانند تولید دیسکها و فلایویلها، قالب به صورت عمودی نیز قرار میگیرد. نحوه قرارگیری قالب در دستگاه، روی نحوه توزیع فلز و کیفیت نهایی قطعه تأثیر میگذارد.
فلز مورد نظر در کورههای مخصوص به دمای ذوب رسانده میشود. این مرحله باید با دقت بالایی انجام شود تا فلز بدون آلودگیها و ناخالصیهای غیرمجاز ذوب شود. در این مرحله، افزودنیهای مختلفی ممکن است به فلز اضافه شوند تا خواص مکانیکی یا شیمیایی مطلوبی برای قطعه ایجاد کنند.
دمای ذوب فلز بسته به نوع مادهای که قرار است ریخته شود متفاوت است. پس از رسیدن به دمای مطلوب، فلز مذاب باید بلافاصله به قالب منتقل شود، زیرا کاهش دما یا آلودگی در طول مسیر میتواند کیفیت نهایی قطعه را تحت تأثیر قرار دهد.
با رسیدن فلز مذاب به دمای مناسب، آن را با دقت و کنترل بالا به داخل قالب چرخشی میریزند. همزمان با ریختن فلز، قالب با سرعت از پیش تعیین شدهای میچرخد. نیروی گریز از مرکز در این مرحله فلز مذاب را به سمت دیوارههای قالب هدایت میکند و فلز تحت این نیرو به صورت یکنواخت در سطح داخلی قالب پخش میشود.
این مرحله یکی از حساسترین مراحل است؛ زیرا سرعت چرخش و میزان فلز ریختهشده باید به دقت تنظیم شود تا ضخامت دیوارهها به طور یکنواخت شکل بگیرد. هرگونه خطا در این مرحله میتواند منجر به نقص در قطعه نهایی شود.
پس از ریختن فلز مذاب در قالب چرخشی، فرآیند سرد شدن و جامد شدن آغاز میشود. در این مرحله، فلز به دلیل نیروی گریز از مرکز به دیواره قالب چسبیده و به تدریج شکل نهایی خود را میگیرد. با سرد شدن فلز، ساختار کریستالی تشکیل شده و قطعه جامد میشود. در برخی موارد، برای کنترل بهتر این فرآیند و جلوگیری از ترکخوردگی و تنشهای حرارتی، از سیستمهای خنککننده در قالب استفاده میشود.
سرعت سرد شدن فلز تأثیر زیادی بر کیفیت و خواص مکانیکی قطعه نهایی دارد. سرد شدن سریعتر معمولاً باعث افزایش استحکام قطعه میشود، اما ممکن است باعث بروز ترکهای سطحی نیز بشود. بنابراین، بسته به نوع فلز و مشخصات قطعه، سرعت سرد شدن باید به دقت کنترل شود.
پس از سرد و جامد شدن کامل فلز، چرخش دستگاه متوقف شده و قالب باز میشود تا قطعه از قالب خارج شود. این مرحله نیاز به دقت دارد، زیرا هرگونه فشار یا ضربه ناخواسته میتواند باعث آسیب به قطعه یا قالب شود. در صورتی که قطعه دارای پوششهای نسوز باشد، معمولاً این پوششها از سطح قطعه برداشته میشود تا قطعه نهایی آماده برای استفاده باشد.
پس از خارج کردن قطعه از قالب، معمولاً عملیاتهای پس از ریخته گری برای بهبود کیفیت و آمادهسازی قطعه نهایی انجام میشود. این عملیاتها ممکن است شامل تمیزکاری، ماشینکاری، و پرداخت سطح باشد تا قطعه به شکل نهایی خود برسد و آمادهی استفاده شود.

ریخته گری سانتریفیوژ دارای مزایای بسیاری است که این روش را به یکی از انتخابهای محبوب در صنایع مختلف، بهویژه در تولید قطعات توخالی و قطعاتی که تقارن محوری دارند، تبدیل کرده است. این مزایا شامل دقت بالا، استحکام بهتر قطعات، صرفهجویی در مواد، و کاهش عیوب ریخته گری است که در ادامه بهطور مفصل به آنها پرداخته خواهد شد.
یکی از بزرگترین مزایای ریخته گری سانتریفیوژ، تولید قطعات با کیفیت سطحی بالا و دقت ابعادی بسیار مطلوب است. نیروی گریز از مرکز، فلز مذاب را به شدت به دیوارههای قالب فشار میدهد و باعث میشود که سطح خارجی قطعات صاف و یکنواخت شود. این ویژگی بهویژه در تولید قطعاتی که نیاز به ماشینکاری کمتری دارند، اهمیت دارد و میتواند هزینههای نهایی تولید را کاهش دهد.
در بسیاری از کاربردها، قطعات تولیدشده به روش سانتریفیوژ نیاز کمتری به فرآیندهای پرداخت سطح و ماشینکاری پس از ریخته گری دارند و به همین دلیل تولید آنها از نظر زمانی و اقتصادی مقرونبهصرفه است.
یکی دیگر از مزایای بارز ریخته گری سانتریفیوژ، تولید قطعاتی با استحکام و دوام بالاست. نیروی گریز از مرکز موجب میشود تا ذرات فلز به صورت یکنواخت در سراسر دیواره قالب توزیع شوند. این توزیع یکنواخت باعث میشود که قطعه تولیدی از استحکام بیشتری برخوردار شود و مقاومت بالاتری در برابر فشارها و نیروهای مکانیکی داشته باشد.
علاوه بر این، قطعات تولیدی از ریخته گری سانتریفیوژ معمولاً دارای ساختار دانهای بهتر و بدون تخلخلهای درونی هستند که همین امر باعث افزایش دوام و طول عمر قطعات میشود. در صنایعی که قطعات تحت بارها و فشارهای بالا قرار دارند، مانند صنایع نفت و گاز و خودروسازی، این ویژگی بسیار حیاتی است.
یکی از مشکلات رایج در ریخته گریهای سنتی، وجود عیوبی مانند ترکها، حفرات گازی و ناخالصیهاست که میتواند بر کیفیت و استحکام قطعه تأثیر منفی بگذارد. در ریخته گری سانتریفیوژ، به دلیل نیروی گریز از مرکز، ناخالصیها و حبابهای گازی موجود در فلز مذاب به سمت مرکز قطعه حرکت میکنند و در نواحی داخلی و دور از دیوارههای قطعه تجمع میکنند. این ویژگی به کاهش چشمگیر عیوب در سطح خارجی قطعه منجر میشود.
این مزیت به خصوص در کاربردهایی که کیفیت سطح و استحکام قطعه اهمیت زیادی دارد، مانند تولید سیلندرهای موتور و لولههای فشارقوی، بسیار مفید است و باعث بهبود عملکرد و طول عمر قطعات تولیدی میشود.
توزیع یکنواخت فلزات در فرآیند ریخته گری سانتریفیوژ باعث میشود که خواص مکانیکی قطعه در سراسر آن ثابت و یکسان باشد. این توزیع یکنواخت به دلیل نیروی گریز از مرکزی است که فلز مذاب را با فشاری یکنواخت به دیواره قالب میفشارد و باعث تشکیل لایهای همگن از فلز در اطراف قالب میشود.
این مزیت به خصوص در قطعاتی که تحت بارهای مکانیکی سنگین قرار دارند، مانند قطعات دوار و توخالی، اهمیت زیادی دارد؛ زیرا باعث میشود قطعه در برابر شکست و آسیب مقاومت بیشتری داشته باشد.
در ریخته گری سنتی، برای تولید قطعات توخالی، معمولاً نیاز به استفاده از هستههای داخلی است تا فضای توخالی قطعه شکل بگیرد. اما در ریخته گری سانتریفیوژ، نیروی گریز از مرکز خود به عنوان عامل ایجاد فضای توخالی عمل میکند و نیازی به استفاده از هسته نیست. این ویژگی نه تنها باعث کاهش هزینهها میشود، بلکه فرآیند ریخته گری را نیز سادهتر و سریعتر میکند.
در نتیجه، تولید قطعاتی مانند لولهها، بوشها و رینگها با ریخته گری سانتریفیوژ بسیار آسانتر و مقرونبهصرفهتر است، و کیفیت نهایی قطعه نیز به دلیل عدم استفاده از هسته بهتر خواهد بود.
در روش ریخته گری سانتریفیوژ، به دلیل استفاده کمتر از مواد اضافی و تولید قطعات توخالی، مصرف فلز مذاب به حداقل میرسد. این روش برای تولید قطعات توخالی و دیوارهنازک بسیار مناسب است و باعث کاهش میزان مواد اولیه مصرفی میشود.
این صرفهجویی در مواد اولیه نه تنها هزینههای تولید را کاهش میدهد، بلکه از لحاظ زیستمحیطی نیز به دلیل کاهش مصرف منابع و ضایعات تولید، روشی پایدارتر و دوستدار محیطزیست محسوب میشود.
یکی دیگر از مزایای ریخته گری سانتریفیوژ، انعطافپذیری در تولید قطعات مختلف با اشکال و اندازههای گوناگون است. این روش به راحتی میتواند برای تولید قطعاتی با ضخامت دیوارههای متفاوت و قطرهای مختلف به کار رود. به کمک تنظیم سرعت چرخش و حجم فلز مذاب، میتوان به ضخامتها و ابعاد مختلف دست یافت و این ویژگی به تولیدکنندگان امکان میدهد تا انواع قطعات صنعتی را به صورت دقیق و متناسب با نیازهای خاص تولید کنند.

ریخته گری سانتریفیوژ با وجود مزایای فراوان، دارای محدودیتها و معایب خاصی است که ممکن است کاربرد آن را در برخی شرایط و برای برخی محصولات محدود کند. این محدودیتها شامل محدودیت در طراحی، هزینه تجهیزات، نیاز به دقت بالا در کنترل فرآیند و محدودیت در نوع فلزات قابل استفاده است. در ادامه به توضیح مفصل این معایب و محدودیتها میپردازیم.
یکی از بزرگترین معایب ریخته گری سانتریفیوژ، محدودیت در طراحی و شکل قطعات تولیدی است. این روش به طور عمده برای تولید قطعاتی که دارای تقارن محوری و شکل استوانهای یا گرد هستند، مانند لولهها، بوشها و رینگها مناسب است. در نتیجه، امکان تولید قطعات با اشکال پیچیده و یا قطعاتی که دارای گوشهها، زوایای تیز، یا هندسههای نامتقارن باشند، با این روش وجود ندارد.
این محدودیت در طراحی باعث میشود که استفاده از ریخته گری سانتریفیوژ به قطعات خاص و کاربردهای محدود محدود شود و در بسیاری از موارد، روشهای دیگری مانند ریخته گری قالب دائمی یا ریخته گری تحت فشار برای تولید قطعات پیچیده ترجیح داده شوند.
دستگاههای ریخته گری سانتریفیوژ و قالبهای مورد نیاز آن، هزینه بالایی دارند و همین مسئله میتواند هزینههای کلی تولید را افزایش دهد. دستگاههای سانتریفیوژ باید دارای سیستمهای پیچیدهای برای کنترل سرعت چرخش و تثبیت قالب باشند، همچنین تجهیزات ایمنی برای کنترل و جلوگیری از حوادث نیز لازم است.
این هزینههای اولیه بالا ممکن است برای تولیدکنندگان کوچک یا برای تولید محصولات با حجم پایین غیرمقرونبهصرفه باشد. بنابراین، این روش بیشتر در صنایعی که نیاز به تولید انبوه و قطعات با کیفیت و دقت بالا دارند، مورد استفاده قرار میگیرد.
ریخته گری سانتریفیوژ به دقت و کنترل بسیار بالایی در مراحل مختلف فرآیند نیاز دارد. عواملی مانند سرعت چرخش، دمای فلز مذاب، و میزان فلز ریختهشده در قالب باید به دقت کنترل شوند، زیرا هرگونه تغییر یا خطا در این عوامل میتواند به تولید قطعات با کیفیت نامطلوب و وجود عیوب مختلف منجر شود. یکی از عوامل بسیار مهم در این فرآیند، ترکیب دقیق فلزات ریختهشده است، زیرا ترکیب شیمیایی نادرست میتواند مستقیماً بر کیفیت و خواص مکانیکی محصول نهایی تأثیر بگذارد. بنابراین، پیشنهاد میشود که حتماً از آنالیز شیمیایی برای بررسی و تأیید ترکیب فلزات استفاده شود تا اطمینان حاصل گردد که مواد به کار رفته مطابق با استانداردهای لازم هستند و محصول نهایی از کیفیت بالایی برخوردار خواهد بود.
به عنوان مثال، اگر سرعت چرخش قالب کافی نباشد، فلز به طور یکنواخت به دیوارههای قالب نچسبیده و ممکن است باعث ناهماهنگی در ضخامت دیوارهها شود. از سوی دیگر، سرعت بیش از حد چرخش میتواند منجر به پرتاب فلز مذاب یا ایجاد تنشهای داخلی در قطعه نهایی شود. بنابراین، این نیاز به کنترل دقیق، فرآیند ریخته گری سانتریفیوژ را پیچیدهتر و دشوارتر از سایر روشهای ریخته گری میسازد.
همه فلزات برای ریخته گری سانتریفیوژ مناسب نیستند. فلزاتی که دارای ویسکوزیته بالا یا نقطه ذوب بسیار بالا هستند، ممکن است به راحتی در این فرآیند استفاده نشوند. به عنوان مثال، فلزات با نقطه ذوب بالا نیاز به تجهیزات خاص و سیستمهای خنککننده پیچیدهتری دارند تا در حین چرخش سرد و جامد شوند.
از طرفی، فلزاتی که دارای ویسکوزیته بالا هستند، ممکن است به دلیل مقاومت در برابر جریان، بهخوبی در داخل قالب پخش نشده و قطعه نهایی دارای یکنواختی مناسبی نباشد. این محدودیتها باعث میشود که برخی از آلیاژهای خاص و فلزات کمیاب در این فرآیند به راحتی قابل استفاده نباشند.
فرآیند ریخته گری سانتریفیوژ دارای خطرات ایمنی ویژهای است. به دلیل چرخش با سرعت بالا و وجود فلز مذاب، خطرات بالقوهای مانند پرتاب فلز مذاب یا شکست قالب در هنگام چرخش دستگاه وجود دارد. این خطرات میتوانند باعث آسیبهای جدی به اپراتور و تجهیزات شوند و نیازمند سیستمهای ایمنی پیشرفته و مراقبتهای دقیق در حین کار هستند.
برای کاهش این خطرات، تجهیزات ایمنی نظیر سیستمهای کنترل و نظارت پیشرفته، محافظهای مکانیکی و حرارتی، و سیستمهای خاموشی اضطراری لازم است که خود باعث افزایش هزینهها و پیچیدگی فرآیند میشوند.
در فرآیند ریخته گری سانتریفیوژ، نیروی گریز از مرکز باعث میشود که ناخالصیها و گازهای حل شده به سمت مرکز قطعه هدایت شوند. اگرچه این ویژگی میتواند سطح خارجی قطعه را با کیفیت و استحکام بالایی تولید کند، اما ممکن است منجر به تشکیل حفرات و ناخالصیها در مرکز قطعه شود. این مسئله به خصوص در قطعاتی که دارای ضخامت بیشتری هستند، بارزتر است.
این حفرات و نقصها در مرکز قطعه ممکن است عملکرد مکانیکی قطعه را در کاربردهای خاص، مانند شفتها یا محورهایی که تحت بار چرخشی هستند، کاهش دهند و مقاومت آنها را در برابر شکست یا خستگی کم کنند.
ریخته گری سانتریفیوژ برای تولید قطعات با ابعاد متوسط و بزرگ مناسب است و معمولاً در تولید قطعات کوچک و دقیق عملکرد مناسبی ندارد. به علاوه، برای تولید قطعات با ابعاد بسیار بزرگ، نیاز به دستگاههای سانتریفیوژ بزرگی است که هزینهبر و گرانقیمت هستند و به انرژی بالایی نیاز دارند.
از سوی دیگر، تولید قطعات بسیار کوچک با این روش ممکن است به دلیل مشکلات کنترل نیروی گریز از مرکز و توزیع یکنواخت فلز بهخوبی انجام نشود و در نتیجه دقت ابعادی و کیفیت قطعه کاهش یابد.
شرکت آلیاژسازان با تخصص و تجربه گستردهای که در زمینه ریخته گری دارد، خدمات ریخته گری سانتریفیوژ را به مشتریان ارائه میدهد. ما با استفاده از پیشرفتهترین تجهیزات و بهرهگیری از نیروی انسانی متخصص، توانستهایم در تولید قطعات با کیفیت بالا و مطابق با نیازهای دقیق مشتریان در این روش خاص ریخته گری پیشگام باشیم. این امکان برای مشتریان فراهم است تا قطعاتی با ابعاد و خواص مورد نظر خود را به ما سفارش دهند و اطمینان داشته باشند که ما تمامی استانداردهای فنی و کیفی را در فرآیند تولید رعایت خواهیم کرد.
در شرکت آلیاژسازان، خدمات ریخته گری سانتریفیوژ با دقت و حساسیت بالا انجام میشود تا قطعاتی با بالاترین کیفیت تولید شوند. این فرآیند شامل کنترل دقیق تمامی مراحل از جمله آمادهسازی قالبها، کنترل دمای ذوب و تنظیم سرعت چرخش دستگاه است. به همین دلیل، قطعات تولیدی با استفاده از روش سانتریفیوژ در شرکت ما دارای سطحی صاف، استحکام بالا و خواص مکانیکی مطلوب هستند که میتوانند در کاربردهای مختلف صنعتی، از جمله صنایع نفت و گاز، پتروشیمی، خودروسازی، و صنایع سنگین بهخوبی عمل کنند.
با سفارش قطعات به روش ریخته گری سانتریفیوژ در شرکت ما، مشتریان از مزایای متعددی برخوردار میشوند. این روش به دلیل استفاده از نیروی گریز از مرکز، قطعاتی با توزیع یکنواخت مواد و استحکام بهینه تولید میکند. همچنین، سطح خارجی قطعات تولید شده با این روش بسیار صاف و بدون عیوب است که نیاز به پرداخت و ماشینکاری کمتری دارد. این ویژگیها باعث کاهش هزینههای پس از تولید و افزایش بهرهوری در استفاده از قطعات میشود.
مشتریان میتوانند با تماس با تیم فروش و پشتیبانی فنی ما، جزئیات و مشخصات فنی قطعات مورد نیاز خود را ارائه دهند. تیم ما آماده است تا در تمامی مراحل از طراحی تا تولید و تحویل، راهنماییهای لازم را ارائه داده و نیازهای خاص مشتریان را به بهترین شکل برآورده سازد. علاوه بر این، کارشناسان فنی ما توانایی ارائه مشاوره تخصصی در انتخاب بهترین نوع آلیاژ و طراحی مناسب برای فرآیند ریخته گری سانتریفیوژ را دارند که این امر باعث بهبود کیفیت نهایی قطعه و افزایش عمر مفید آن خواهد شد.
ما در شرکت آلیاژسازان مفتخریم که با ارائه خدمات ریخته گری سانتریفیوژ، به عنوان یکی از پیشروان این صنعت در کشور، نیازهای خاص مشتریان را در حوزه تولید قطعات با کیفیت و خواص مکانیکی مطلوب پاسخگو باشیم. مشتریان میتوانند با اطمینان از تخصص و تجربه ما در این حوزه، سفارشات خود را با خیال آسوده به ما بسپارند و از نتایج با کیفیت بهرهمند شوند.
برای کسب اطلاعات بیشتر درباره چگونگی سفارش و هماهنگیهای لازم، تیم فروش و پشتیبانی فنی ما همواره آماده پاسخگویی به شما عزیزان هستند.